Industrial stainless steel pipe:
In this article we mainly introduce welded steel pipes, that is, seamed steel pipes. Generally the fixed length is 6 meters. Welded pipes can be divided into three types from the production process: spiral submerged arc welded pipes, straight seam double-sided submerged arc welded pipes, and resistance welded pipes. Because of their end shapes, they are divided into round welded pipes and special-shaped (square, flat, etc.) welded pipes.


Welded steel pipe, also called welded pipe, is a steel pipe made of steel plates or steel strips that are curled and then welded. The production process of welded steel pipes is simple, the production efficiency is high, there are many varieties and specifications, and the equipment investment is small, but the general strength is lower than that of seamless steel pipes.
The production process is to roll the tube blank (steel plate and steel strip) into a tube with the required cross-sectional shape and size using various forming methods, and then weld the welds through different welding methods. Compared with seamless steel pipes and welded pipes, It has the characteristics of high product precision, high wall thickness precision, simple main equipment, small floor space, continuous operation during production, flexible production, and wide product range of the unit.
Welded pipes with large diameter or thicker diameter are generally made directly from steel blanks, while small welded pipes and thin-walled welded pipes only need to be welded directly through steel strips. Then simply polish and brush it.
Welded steel pipes are divided into straight seam welded pipes and spiral welded pipes according to the formation of the weld.
Classification by production method: Process classification – arc welded pipe, resistance welded pipe (high frequency, low frequency) gas welded pipe, furnace welded pipe).
The production process of straight seam welded pipe is simple, the production efficiency is high, the cost is low and the development is rapid.
The strength of spiral welded pipes is generally higher than that of straight seam welded pipes. Welded pipes with larger diameters can be produced from narrower blanks, and welded pipes with different diameters can also be produced from blanks of the same width. However, compared with straight seam pipes of the same length, the weld length is increased by 30-100%, and the production speed is lower.
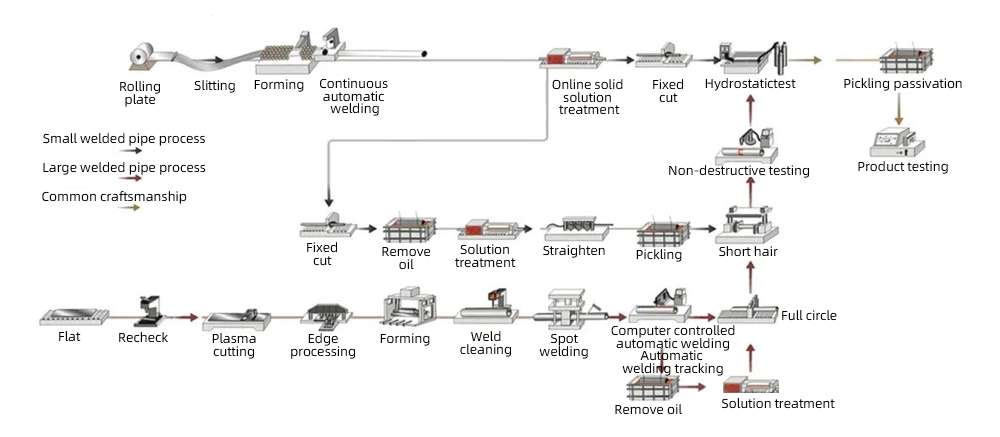
Welded steel pipe production process:
Raw material uncoiling → smoothing → end shearing and welding → looper → forming → welding → internal and external weld bead removal → pre-correction → induction heat treatment → sizing and straightening → eddy current testing → cutting → hydraulic inspection → pickling → inspection ( Strictly control)→packaging→shipping.
Cold rolling – Annealing
Cold rolling: refers to the processing of pressure and tensile ductility. Smelting can change the chemical composition of steel materials. Cold rolling cannot change the chemical composition of steel. The coil is placed into the rolls of the cold rolling equipment and different pressures are applied. The coil is cold rolled to different thicknesses and then passed through the final finishing rolling to control the thickness accuracy of the coil. Generally The accuracy is within 3 wires.
Annealing: Place the cold-rolled coil into a professional annealing furnace, heat it to a certain temperature (900-1100 degrees), and adjust the speed of the annealing furnace to obtain the appropriate hardness. If the material is soft, the annealing speed will be slow and the corresponding cost will be higher. Both 201 and 304 are austenitic stainless steels. During the annealing process, rapid heating and rapid cooling are required to repair the metallographic structure damaged during cold rolling, so annealing is a critical step. Sometimes, if the annealing is not done well, rust may occur.
A metal heat treatment process that heats the workpiece to a predetermined temperature, keeps it warm for a certain period of time, and then cools slowly.
The purpose of annealing is to:
①Improve or eliminate various structural defects and residual stress caused by steel casting, forging, rolling and welding processes to prevent deformation and cracking of workpieces.
②Soften the workpiece for cutting.
③Refine the grains and improve the structure to improve the mechanical properties of the workpiece. Prepare the tissue for final heat treatment and tube making.
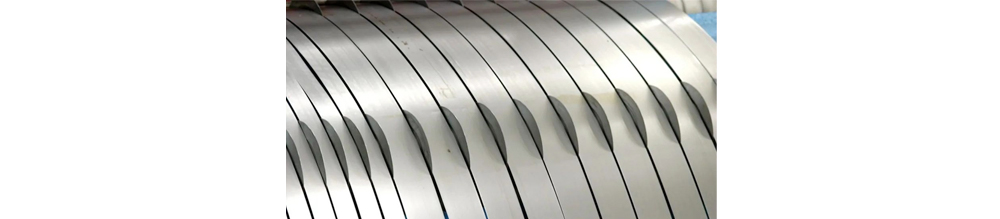
Slitting
Cut the stainless steel coil strip into corresponding widths for further deep processing and pipe making. During the slitting process, attention must be paid to avoid scratches on the coils. The width and error of the slitting are also related to pipe making. Due to the process, sharp edges and burrs appear on the slit steel belt, and the chipping directly affects the yield of the welded pipe.
Welding and weld bead grinding
It is the most important process for stainless steel pipes. Stainless steel mainly uses argon arc welding, high frequency welding, plasma welding, and laser welding. The most commonly used method at present is argon arc welding.

Shaping and cutting
Square tubes, rectangular tubes, oval tubes, and special-shaped tubes among stainless steel welded pipes are all originally made from round tubes. Round tubes with the same circumference are produced and then shaped into corresponding tube shapes, and finally shaped and straightened using molds.
Polishing
After the pipe is formed, it is surface polished by a polishing machine. Usually, there are several processes for surface treatment of product tubes and decorative tubes, including polishing, which is divided into bright (mirror), 6K, and 8K to meet the different needs of customers.

Generally, straight seam welding is used for smaller diameters, and spiral welding is used for large diameters;
Welded steel pipes for low-pressure fluid transportation, commonly known as black pipes. Used to transport water, gas, air, oil and heating steam, etc. In addition to being directly used to transport fluids, welded steel pipes for low-pressure fluid transportation are also widely used as the original pipes for galvanized welded steel pipes for low-pressure fluid transportation.
Galvanized welded steel pipes for low-pressure fluid transportation are also called galvanized electric welded steel pipes, also called white pipes. It is a hot-dip galvanized welded steel pipe used to transport water, gas, air oil, heating steam, heating, water and other general lower pressure fluids or other purposes.
Ordinary carbon steel wire sleeves are steel pipes used to protect wires in electrical installation projects such as industrial and civil buildings and installation of machinery and equipment.
Straight seam electric welded steel pipe is a steel pipe in which the weld seam is parallel to the longitudinal direction of the steel pipe. Usually divided into metric electric welded steel pipes, electric welded thin-walled pipes, transformer cooling oil pipes, etc.
Spiral seam submerged arc welded steel pipes for pressure-bearing fluid transportation are spiral seam steel pipes used for pressure-bearing fluid transportation. They are made of hot-rolled steel strips and spirally formed at regular temperatures. They are welded by double-sided submerged arc welding. They are used for pressure-bearing fluid transportation. Steel pipes have strong pressure-bearing capacity and good welding performance. They have undergone various rigorous scientific inspections and tests and are safe and reliable to use. The steel pipe has a large diameter, high transportation efficiency, and can save investment in laying pipelines. Mainly used for pipelines transporting oil and natural gas.
Generally, spiral seam submerged arc welded steel pipes for low-pressure fluid transportation are made of hot-rolled steel strip coils as pipe blanks, which are often heated and spirally formed, and are made by double-sided automatic submerged arc welding or single-sided welding. They are used for water, gas, and air. Submerged arc welded steel pipes are used for transporting general low-pressure fluids such as steam and steam.















